



产品中心
温室
≤ 250 °F (121 °C)
≤ 350 °F (177 °C)

≤ 390 °F (199 °C)
≤ 450 °F (232 °C)

≤ 550 °F (288 °C)

≤ 650 °F (343 °C)

≤ 750 °F (399 °C)

脱模
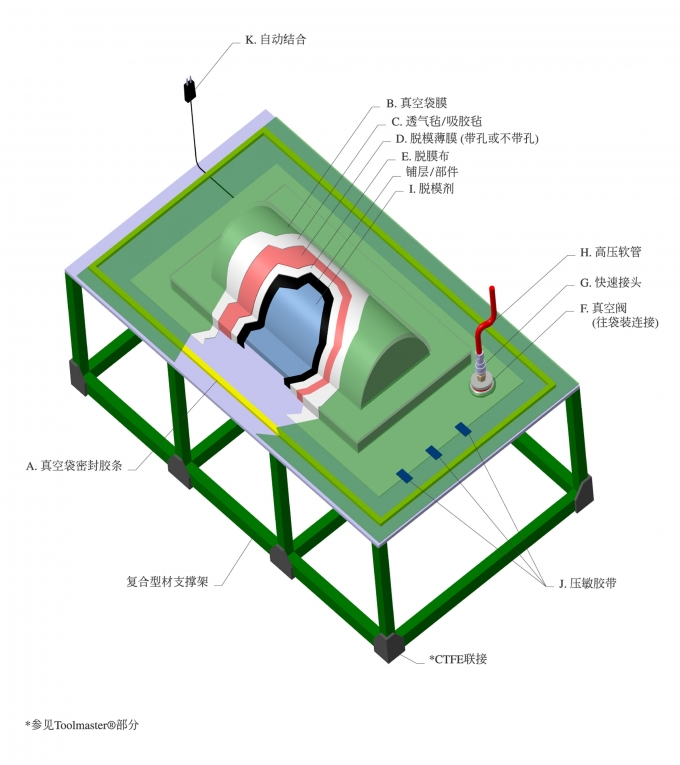
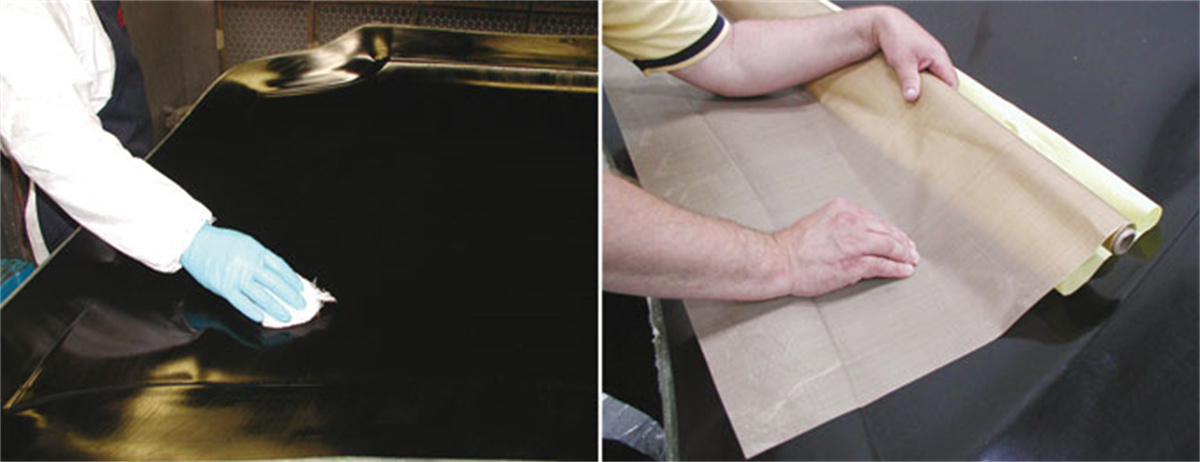
为了防止复合材料制品在固化时粘在模具表面,在模具表面直接使用2到3层的脱模剂
其他的脱模方法
另外一个防止复合材料制品在固化时粘在模具表面的方法就是通过使用带有压敏粘贴性衬垫的离型膜,例如Tooltec® A005 (参见图片)。Tooltec® A005是一张带有压敏粘贴衬垫的脱模薄膜,可以粘贴在模具表面。一旦就位之后,Tooltec® A005就成了模具和复合制品之间的脱模层。
此外,Tooltec® A005在更换前可以反复使用数次。
积层
预浸料/布应该置于模具之上,同时确保模具表面的全面接触。每一层额外的布均应该与前一层布完全在曲线上重合。布层之间或模具表面出现的间隙被称之为“架桥”,应尽可能避免。(请注意图片中预浸料的接触轮廓)
脱模布
就预浸料而言,脱模布应该被置于已经完成的积层上,曲线接触完全吻合。需要裁剪的部分可以拼接或者搭接。
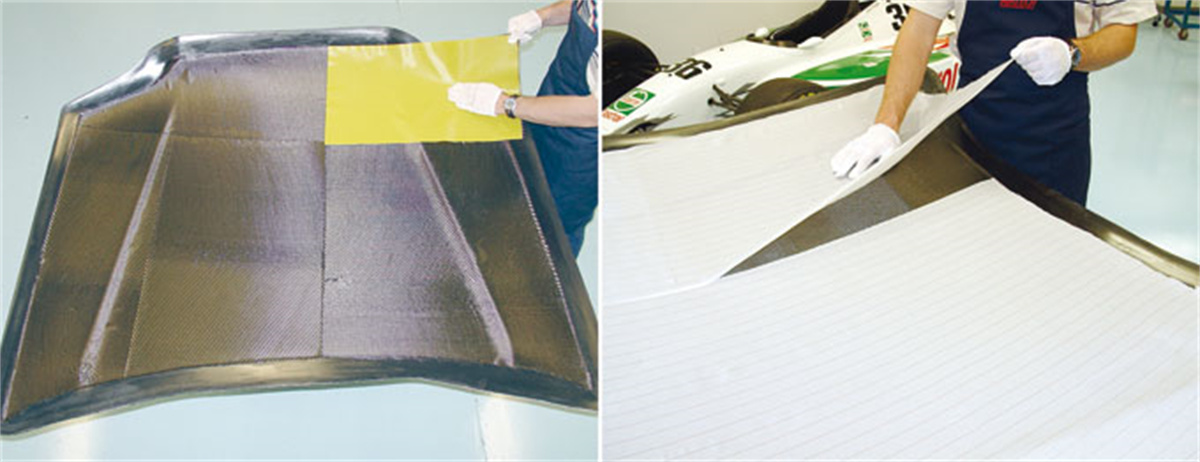
脱模薄膜
脱模薄膜通常比积层区域略大,由压敏胶带固定。(Flashbreaker® 2R(HT),Wrightlon® 5200脱模薄膜,参见照片)
透气毡
将透气毡铺放在脱模薄膜上,用压感胶带固定。(照片中展示的是Flashbreaker® 2R(HT)和Airweave N10透气。

真空袋密封胶条
在模具周围用密封胶条密封,此时背纸应保留在密封胶条上,有利于真空袋膜的铺放定位。参见照片(照片中展示的是GS-213-3)
铺真空袋
选择合适尺寸的真空袋是非常关键的。真空袋太小会导致真空袋被拉伸架空(即架桥),可能会在固化时产生破裂。对于复杂形状的模具而言,最好预留30%-40%的余量。

定位真空袋
将关键位置的胶条背纸撕掉,粘好袋膜;这个过程将有助于将真空袋进行排列,将多余的真空袋材料置于需要的地方。
撕掉背纸,粘贴真空袋
撕掉背纸,真空袋与密封胶带粘贴在一起。
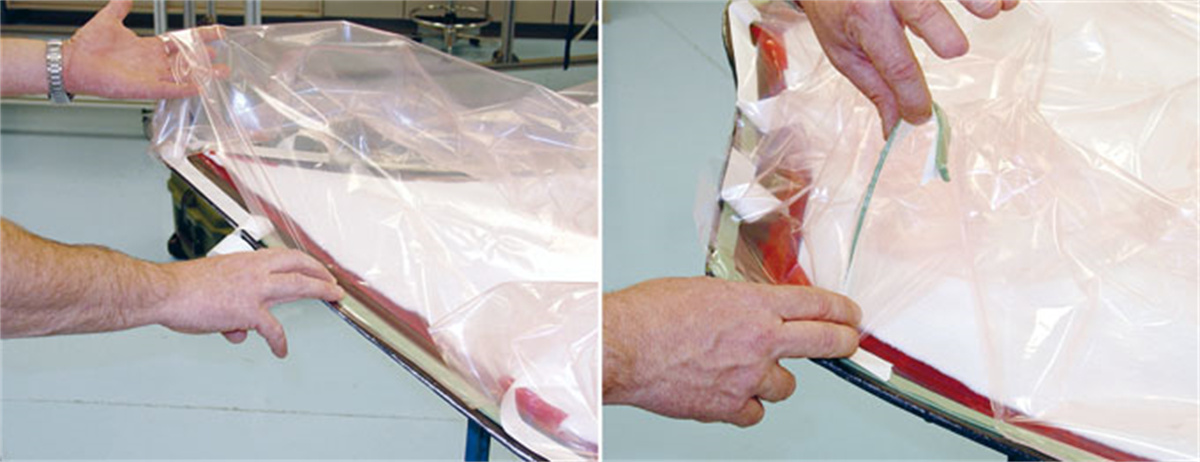

真空袋褶皱
多余的包装袋材料将会形成褶皱,下一步就是将密封胶带置于褶皱内部来完成密封。随着操作次数的增加,褶皱密封的技术会不断得到提高。

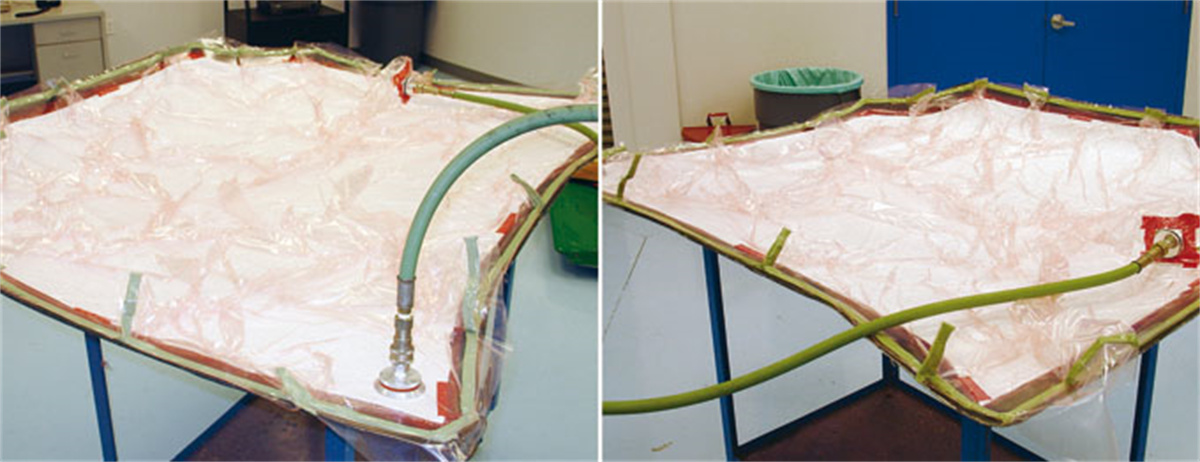
安装“穿袋”真空联接(参见真空阀和软管部分)
有一点非常重要,那就是在拧上部的时候不能让薄膜起褶皱。将顶盖以下的薄膜拧出褶皱可能会导致漏气。照片中展示的就是真空阀399和AQD 500TF快断连接配件。


其他可选的真空联接
有时要想直接在工具表面定位真空阀是不可能的。因此发明了一个“离袋”联接,从而在部件的表面就不会有印记。使用透气毡保证导气的连续性。

抽真空
连接快速接头,预抽部分真空,因此薄膜能够允许移动到需要多余材料的地方。照片中的软管是Airflow 65R热压灌/烘箱软管。
真空袋完成
一般而言,然后抽到完全真空状态。
真空表
真空表能检查是否还有漏点。如果真空表开始下降,说明有漏点(参见真空阀和软管部分)。这里展示的是真空量表Vac-gauge 30,显示目前剩余的真空。
漏隙检查
埃尔泰克使用超声波漏隙检测仪来协助检查微小的漏隙(参见“其他”部分)。在右侧使用的是VacLeak LEQ-70 来检测真空漏隙可能发出的高频信号。

CEP PREPREG
CEP G3, CEP G12, CEP F7500, CEP F7544

优点
• 出色的高温特性(最高可达260°C),可延长模具的寿命,减少模具的成本。
• 比BMI更低的初始固化温度可减少由热膨胀引起的尺寸偏差。
• 良好的粘性有利于快速积层和降低人工成本。
BETA PREPREG
Beta G3, Beta G6, Beta G12

优点
• 具有良好的韧性,延长高温(251°C)下模具使用周期,降低下的使用寿命成本。
• 具有低残余应力的低收缩性,低回弹及出色的后加工性能。
• 有效期长大大增加工作的灵活性,优良的粘性更容易积层。
BETA TX670 DISCO PREPREG

优点
• 不连续的片状可以减少铺层施力,改善一致性.
• 每层都具有准各向同性,可以更简洁快速铺层.
• 可以生产连贯一致的层压厚度,以便均匀加热达到设计目标.
TOOLMASTER PREPREG
TMFP3100, TMFP3200, TMGP4000, TMGP4100, TMGP4200

优点
• Toolmaster复合模具比金属模具的重量轻,有利于手工操作。
• 较金属模具的低热质使其升温快,固化时间短,从而提高生产。
• Toolmaster的低挥发物含量,以及出色的粘合性可以加固Airpad橡胶垫。
LTC PREPREG
LTC-F5500, LTC-F5600, LTC-G1400, LTC-G1600

优点
• 较低的初始固化温度有利于低温主模型材料的使用。
• 热膨胀引起的尺寸偏差减小,提高模具的精确度。
• 良好的粘性及切割件性能有利于快速安装和降低人工成本。
TOOLFUSION® 3
高温低粘度环氧灌注树脂

优点
• 纳米技术提供了良好的韧性,延长了高温下(218度)模具的使用寿命。
• 较低的初始固化温度能减少热膨胀,降低主模成本。
• 低黏度有利于树脂进线少和成形更厚及复杂的模具。
• 树脂灌注成形提供高品质,低生产成本的模具。
TOOLFUSION® 1
常温固化环氧灌注树脂

优点
• 树脂灌注成形提供高品质,低生产成本的模具。
• 室温固化可防止热膨胀和尺寸偏差。
• 室温固化有利于低成本低温主模型材料的使用。
• 没有与预浸模具制造相关的冷藏和高压成本。
TMR 2001
常温固化环氧灌注树脂

优点
• 复合模具比金属模具的重量轻,有利于手工操作。
• 室温固化有利于低成本低温主模型材料的使用。
• 室温固化可防止热膨胀和尺寸偏差。
• 应用于烤箱和高压釜长时间工作时,能表现良好的耐热性。
模具表面涂层树脂

优点
• 表面涂层树脂可消除模具表面缺陷,确保部件表面光洁度。
• 表面保护层可防止纤维破坏,延长模具寿命,减少模具成本。
• 表面涂层提供的粘性层有助于Toolfusion® 的首次粘接。
CARBON AND FIBERGLASS FABRICS
用于树脂灌入和标准层压工装的织物

产品中心
温室
≤ 250 °F (121 °C)
≤ 350 °F (177 °C)
≤ 390 °F (199 °C)
≤ 450 °F (232 °C)
≤ 550 °F (288 °C)
≤ 650 °F (343 °C)
≤ 750 °F (399 °C)
脱模
为了防止复合材料制品在固化时粘在模具表面,在模具表面直接使用2到3层的脱模剂
其他的脱模方法
另外一个防止复合材料制品在固化时粘在模具表面的方法就是通过使用带有压敏粘贴性衬垫的离型膜,例如Tooltec® A005 (参见图片)。Tooltec® A005是一张带有压敏粘贴衬垫的脱模薄膜,可以粘贴在模具表面。一旦就位之后,Tooltec® A005就成了模具和复合制品之间的脱模层。
此外,Tooltec® A005在更换前可以反复使用数次。
积层
预浸料/布应该置于模具之上,同时确保模具表面的全面接触。每一层额外的布均应该与前一层布完全在曲线上重合。布层之间或模具表面出现的间隙被称之为“架桥”,应尽可能避免。(请注意图片中预浸料的接触轮廓)
脱模布
就预浸料而言,脱模布应该被置于已经完成的积层上,曲线接触完全吻合。需要裁剪的部分可以拼接或者搭接。
脱模薄膜
脱模薄膜通常比积层区域略大,由压敏胶带固定。(Flashbreaker® 2R(HT),Wrightlon® 5200脱模薄膜,参见照片)
透气毡
将透气毡铺放在脱模薄膜上,用压感胶带固定。(照片中展示的是Flashbreaker® 2R(HT)和Airweave N10透气。
真空袋密封胶条
在模具周围用密封胶条密封,此时背纸应保留在密封胶条上,有利于真空袋膜的铺放定位。参见照片(照片中展示的是GS-213-3)
铺真空袋
选择合适尺寸的真空袋是非常关键的。真空袋太小会导致真空袋被拉伸架空(即架桥),可能会在固化时产生破裂。对于复杂形状的模具而言,最好预留30%-40%的余量。
定位真空袋
将关键位置的胶条背纸撕掉,粘好袋膜;这个过程将有助于将真空袋进行排列,将多余的真空袋材料置于需要的地方。
撕掉背纸,粘贴真空袋
撕掉背纸,真空袋与密封胶带粘贴在一起。
真空袋褶皱
多余的包装袋材料将会形成褶皱,下一步就是将密封胶带置于褶皱内部来完成密封。随着操作次数的增加,褶皱密封的技术会不断得到提高。
安装“穿袋”真空联接(参见真空阀和软管部分)
有一点非常重要,那就是在拧上部的时候不能让薄膜起褶皱。将顶盖以下的薄膜拧出褶皱可能会导致漏气。照片中展示的就是真空阀399和AQD 500TF快断连接配件。
其他可选的真空联接
有时要想直接在工具表面定位真空阀是不可能的。因此发明了一个“离袋”联接,从而在部件的表面就不会有印记。使用透气毡保证导气的连续性。
抽真空
连接快速接头,预抽部分真空,因此薄膜能够允许移动到需要多余材料的地方。照片中的软管是Airflow 65R热压灌/烘箱软管。
真空袋完成
一般而言,然后抽到完全真空状态。
真空表
真空表能检查是否还有漏点。如果真空表开始下降,说明有漏点(参见真空阀和软管部分)。这里展示的是真空量表Vac-gauge 30,显示目前剩余的真空。
漏隙检查
埃尔泰克使用超声波漏隙检测仪来协助检查微小的漏隙(参见“其他”部分)。在右侧使用的是VacLeak LEQ-70 来检测真空漏隙可能发出的高频信号。
CEP PREPREG
CEP G3, CEP G12, CEP F7500, CEP F7544
优点
• 出色的高温特性(最高可达260°C),可延长模具的寿命,减少模具的成本。
• 比BMI更低的初始固化温度可减少由热膨胀引起的尺寸偏差。
• 良好的粘性有利于快速积层和降低人工成本。
BETA PREPREG
Beta G3, Beta G6, Beta G12
优点
• 具有良好的韧性,延长高温(251°C)下模具使用周期,降低下的使用寿命成本。
• 具有低残余应力的低收缩性,低回弹及出色的后加工性能。
• 有效期长大大增加工作的灵活性,优良的粘性更容易积层。
BETA TX670 DISCO PREPREG
优点
• 不连续的片状可以减少铺层施力,改善一致性.
• 每层都具有准各向同性,可以更简洁快速铺层.
• 可以生产连贯一致的层压厚度,以便均匀加热达到设计目标.
TOOLMASTER PREPREG
TMFP3100, TMFP3200, TMGP4000, TMGP4100, TMGP4200
优点
• Toolmaster复合模具比金属模具的重量轻,有利于手工操作。
• 较金属模具的低热质使其升温快,固化时间短,从而提高生产。
• Toolmaster的低挥发物含量,以及出色的粘合性可以加固Airpad橡胶垫。
LTC PREPREG
LTC-F5500, LTC-F5600, LTC-G1400, LTC-G1600
优点
• 较低的初始固化温度有利于低温主模型材料的使用。
• 热膨胀引起的尺寸偏差减小,提高模具的精确度。
• 良好的粘性及切割件性能有利于快速安装和降低人工成本。
TOOLFUSION® 3
高温低粘度环氧灌注树脂
优点
• 纳米技术提供了良好的韧性,延长了高温下(218度)模具的使用寿命。
• 较低的初始固化温度能减少热膨胀,降低主模成本。
• 低黏度有利于树脂进线少和成形更厚及复杂的模具。
• 树脂灌注成形提供高品质,低生产成本的模具。
TOOLFUSION® 1
常温固化环氧灌注树脂
优点
• 树脂灌注成形提供高品质,低生产成本的模具。
• 室温固化可防止热膨胀和尺寸偏差。
• 室温固化有利于低成本低温主模型材料的使用。
• 没有与预浸模具制造相关的冷藏和高压成本。
TMR 2001
常温固化环氧灌注树脂
优点
• 复合模具比金属模具的重量轻,有利于手工操作。
• 室温固化有利于低成本低温主模型材料的使用。
• 室温固化可防止热膨胀和尺寸偏差。
• 应用于烤箱和高压釜长时间工作时,能表现良好的耐热性。
模具表面涂层树脂
优点
• 表面涂层树脂可消除模具表面缺陷,确保部件表面光洁度。
• 表面保护层可防止纤维破坏,延长模具寿命,减少模具成本。
• 表面涂层提供的粘性层有助于Toolfusion® 的首次粘接。
CARBON AND FIBERGLASS FABRICS
用于树脂灌入和标准层压工装的织物

公司:天津埃尔泰克复合材料有限公司
地址: 中国,天津市武清区汊沽港镇安园道161号
邮编:301721
电话: +86 022 8862 9800
邮箱: airtech.asia@airtechasia.com.cn
亚洲工厂网址:http://www.airtechasia.com.cn

扫一扫 关注我们

扫一扫 关注抖音
